
Hydraulic Clutch System
Hydraulic
Clutch Tech Article
4-08-R. Kwas Revisions On-Going
[Comments added]
General
Review of the Design and Materials
Review of Function and Failures
Typical symptoms of problems
General Recommendations
Improvements
Implementation
Inspection of Pistons Removed after
Cylinder Leakage
Inspection of Bores takes out of
Service after Cylinder Leakage
Reference Information
Clutch Slave Improper angle
Analysis of the clutch
slave cylinder action
-------------------------------------------------------
Amazon and 1800 models produced before about 1967 were fitted with a hydraulic actuation of the clutch linkage. British manufacturer Girling supplied the components. (Refer to diagram below.) A cast aluminum master cylinder with integrated reservoir (13) is connected by way of a hard hydraulic line (18) departing the master cylinder, down to a flexible section of line (23) to hop-over to the slave cylinder (36) located at the bell housing. DOT4 (brake type) hydraulic fluid was specified from the factory for use in this system. [I prefer to change systems over to DOT5 Silicon fluid for the notable advantages, but that is outside the scope of this article and covered elsewhere on the SwEm site: LINK: Amazoning with Silicon Brake Fluid]
The slave cylinder has a bleeding nipple fitted. The system should be free of air, as it will suffer problems with the inclusion of compressible air in the hydraulic path, similar to a braking system. (LINK: to Clutch Bleeding Procedure) Two nominal ID sizes were fitted for the slaves, 3/4” and 13/16”.
The hardware used was of decent quality and design, and I have no problems with it in general, but after decades of use, these systems are subject to mechanical wear-out problems and failures. In the course of studying these failures, I have found the most common cause be the failure of the seal of the slave cylinder...no surprise there...but upon diassembly and inspection, this is typically accompanied by longitudinal scores of the cylinder bore, which I wouldn’t expect (and this undoubtedly contributed to the seal failure!), and which makes rebuilding difficult or even useless. If only the rubber seal was contacting the bore, I wouldn’t expect scoring...something else must be causing this...
Hydraulic Clutch System
When seal failure occurs, the fluid, and consequently the clutch disengaging function is lost. This is a real nuisance and no fun at all, especially if it first occurs while in traffic, but a car can be limped home without a working clutch...it does test the driver’s ability to shift gently without clutch function. Once it is confirmed that the reservoir is empty, you can fill it, and go on happy, in living in denial for a little while, but it will surely go empty again...these things rarely get better all by themselves! Installation of a “rebuild” kit (Girling PN SP2001 for the 3 /4” bore and PN SP2626 for the 13 16” bore) or total replacement is really necessary. Begin by removing the slave, disassembling, and inspecting. The course of action should then become clear.
When rebuilding, it’s not hard to see that even a new seal is going to have trouble sealing in a bore which exhibits pits and/or longitudinal scores in the long run, because honing (which should be performed as part of the rebuilding process), often does not adequately eliminate the wall imperfections. This explains why rebuilding and installing a replacement seal is often only effective for a limited time (like a year, maybe)...the new seal just cannot function well in the long-term in an imperfect bore! This experience caused me to study the whole design a bit closer, to see if there was room for a SwEm-style improvement...so presented here also, is what I found once I studied the design and components, and my solution.
Review of the Design and Materials:
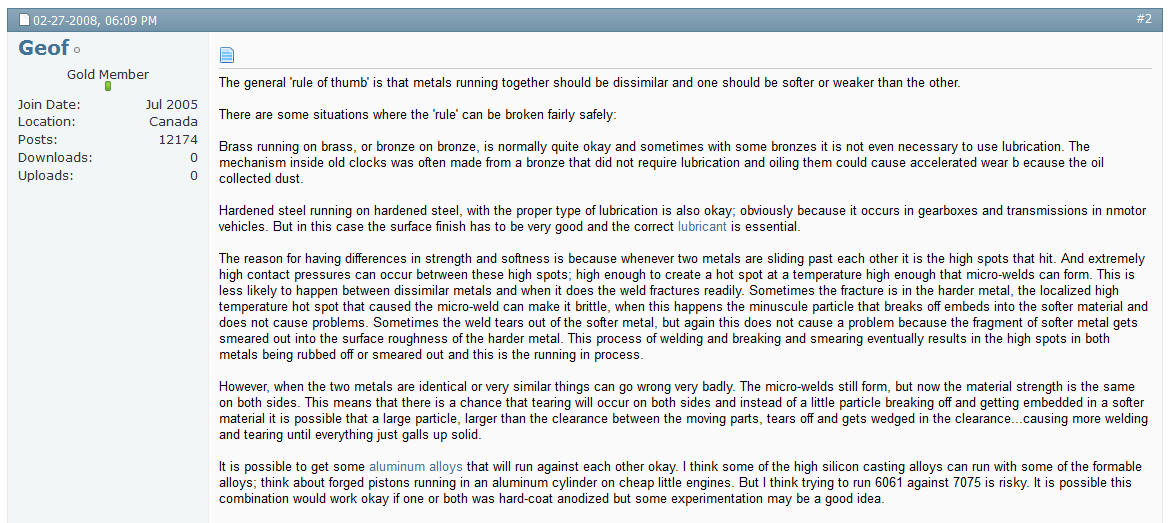
The design is a classic hydraulic master and slave type. Both master and slave hydraulic cylinders are made of relatively soft cast aluminum. According to my materials expert (thanks Rick L.!), around 6% Silicon is actually (and has been since long ago) added to Aluminum to improve castability, which actually leads to the formation of hard spots of silicate compound crystals.
Pistons of both master and slave cylinders are made of a very hard (likely, case-hardened) carbon steel...my machining expert tested the material and found it to be “hard as nails” (actually harder!) at 62 Rockwell! (Thanks Peter V!). At first, I didn’t believe there was a good reason for this, but I’m no machining expert...and he has since advised me that this is a common and recommended practice...that is, to have a significant amount of hardness difference between a bore and cylinders...to prevent galling in the case of contact in a piston application...that sure sounds familiar to me! [I’ve asked him for a quotable source of this info....(maybe the Machinists Handbook?)... I’m still waiting on that, but will add it here when/if I get it. See Reference Information: Material Compatibility ]. If I think about it, the most important bore and cylinder application in a car...the engine...also has a significant hardness difference between the pistons and the block...but in this case the relationship is the other way around, with the pistons being of the softer aluminum material.
Being made of carbon steel, slave cylinder pistons would also be susceptible to normal oxidation type corrosion.
From a dissimilar materials standpoint, the aluminum is less noble than the steel piston, so it would seem that there is also the possibility of galvanic corrosion, but on further consideration, this would seem not to be much of a factor because first, there is much more of the less noble aluminum, giving a favorable “cathode-to-anode area ratio” (Reference: http://www.ocean.udel.edu/seagrant/publications/corrosion.html , and second, the intimate electrical contact needed for galvanic reaction is not really even present (the piston “floats” when parked and not under hydraulic force, and is further separated from the bore by a film of fluid...since galvanic corrosion is really an electrical phenomenon, this fluid film is an adequate insulator).
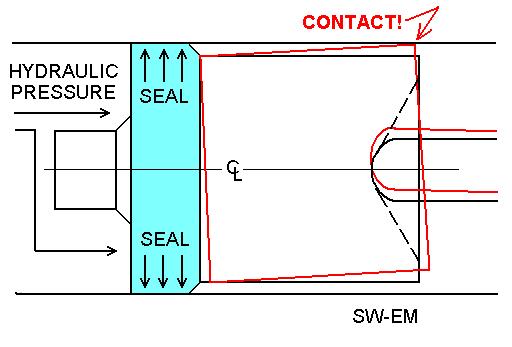
Review of Function and Failures: As pressure in the system is applied by way of the plumbing from the master, the piston is forced down the bore against the counterforce of the pressure-plate. This is indeed what happens, but the explanation is somewhat simplified. Looking at the sequence of events a bit closer, I see a condition which I believe to be the explanation of the longitudinal scores in the bore...as the pressure comes up in the hydraulic system, the dry end of the piston first cocks to the side until it makes contact with the bore (the action is similar to the skirt-slap of combustion pistons in the engine, or even just pushing a rope down a pipe). Only after it has taken up the free side-to-side travel in the entire system does piston actually start to travel down the bore as the pressure overcomes the counterforce from the pressure plate, and the piston to bore force is significant the entire time and distance of the movement...the reader gets one guess as to what that causes!
I attribute the bore scoring to this cocking and contact between piston and cylinder...what else could it be? The actual direction of cocking (and therefore location of scoring) is tough to predict as it is determined by a number of unpredictable factors...mostly slop in the mechanical system I expect. I had previously presented this in the article, now included below in Reference Information, Link to: Analysis of the clutch slave cylinder action .
Before, piston cocks, makes contact with wall, and scores
bore!
PLACEHOLDER FOR ANIMATION (if I really get bored...)
Link to picture below, of a Clutch Slave Cylinder showing poor Actuator Rod alignment.
Typical symptoms of problems: Clutch pedal resistance feels light throughout part or entire travel, and doesn’t help much with allowing one to engage any gear...the possible cause: Reservoir low or empty due to fluid leakage or not keeping the reservoir full, allowing some or lots of air to get into what is supposed to be a non-compressible column of fluid.
Typically, the seal fails and allows the fluid to leak out either partially (1) or totally (2), resulting in symptoms of a failure to disengage the engine from the gearbox input shaft...that is, one pushes the pedal in, this feels normal (1), but when trying to engage the gear (depending on the level of forcefulness), this helps little... OR (2) the pedal gives a noticeably lighter resistance (from the pedal return spring ONLY!) to being depressed...as it is only compressing air... In both cases, the shiftlever doesn’t “drop into gear” normally and gently as it usually does or grinds terribly like a coffee grinder set on “Course” if the driver forces the issue!
[If the clutch pedal feels normal, and hydraulic system is verified to be functioning properly – by observing actuating rod (28A) at slave to be extending while a helper depresses pedal – a rusted clutch friction disc may be the cause. This typically occurs after an extended period in which the car has not been driven. Fix for this is not in the hydraulic system, and covered here: LINK to Reviving a 'Decommissioned' Volvo Tech Article - What the...! No clutch???]
General Recommendations: If you are still using hygroscopic DOT4 fluid in your clutch system, a yearly flush* and fluid change are highly recommended! This will replace moisture-saturated fluid, and that will go a long way toward preventing corrosion of the piston and bore, resulting in accelerated failure of your clutch hydraulic system as rust particles chew up the seal! Darkened or blackened DOT4 fluid and the associated formation of “Dilithium crystals”, is not only not pretty, but it also is an indication that the fluid’s moisture absorbing quality is all used up, so the fluid should definitely be changed.
* My definition of a flush: Running the contents of the reservoir, plus two refills, through the system and into a drain-bottle connected to the bleeding nipple on slave, until new fluid comes out clean. [Two-man, one beer (each) Operation!]
It is good practice therefore, to check your clutch fluid level every time you change your oil, and top up as necessary. If you want a low maintenance Volvo, change to silicon DOT5 fluid, and if you want a no-maintenance vehicle, buy an Accord and join the herd...mooooh.
Improvements: The general corrosion risk should be minimized by keeping water away from the piston, and second, if contact between piston and cylinder can be avoided, neither wear, nor galling or galvanically caused corrosion would be an issue, and the longitudinal scores would certainly be avoided. This is the basis of my SwEm upgrade, grooved and O’ringed piston (no pun intended!). By grooving and adding an O’ring to the dry end, it is assured that the piston is held concentric in the bore, even while forces are trying to cock it to the side to contact the wall. The root cause of the wear and scoring is thus eliminated...truly groovy (pun intended!).
Implementation: Machining a groove to accept the O’ring is easier said than done, considering the level of hardness of the piston...the piston material needs to be machined with tungsten carbide cutting tools or ground...I have used the later technique with success (I don’t own tungsten carbide cutting tools or a lathe, but I do own a Dremel tool and a drill-press!). The groove cross-section is also important as it determines the O’ring preload once installed in the bore. More recently, and since I am totally convinced of my findings, I have committed to having a batch of (3/4”) pistons produced from scratch, in order to make them available to other owners (who are possibly not as committ(ed/able!) as I am, but might still want to benefit from my findings!). This was not cheap! The “A2 air hardened tool steel” is softer and more easily workable before it is subjected to the specified hardening process (Thanks here also to Peter V.!). These babies are now offered as a Sw-Em upgrade. [LINK: The SwEm O’ringed slave cylinder piston]. These pistons are dimensional clones of the original with the groove added in. “Groovy baby...yeah” A. Powers!

With SwEm O'Ringed piston installed.
Piston stays concentric throughout travel.
-------------------------------------------------------
Included below are pix of failed components I have studied to understand the long-term weaknesses of the system, and what I came up with.
Inspection of Pistons Removed after Cylinder Leakage:
Piston 1 (3/4” Bore). Some well polished areas...I explain this by the near-contact between piston and bore, with the thousands of back and fourth cycles the assembly underwent, and the aluminum particulate paste which resides there, acting as polishing agent. There does seem to be more of the polishing effect at the “wet-end”, and the “dry-end” does seem to exhibit more evidence of contact with the bore than the “wet-end” which would support my piston-cocking-during-travel explanation of the mechanism of failure (See View 1 Below).
There is only minute evidence of any longitudinal marks on the piston...at all...certainly no scoring or galling...no surprise there...with that harness difference to the bore, all metal on metal damage will be occurring to the (much) softer bore (see below!).
There is also some evidence of pitting, probably caused by corrosion of the carbon steel in the presence of moisture with more pitting predominant in one area (View 2), which was likely on the bottom, and the lowest point in the system, where droplets of moisture separated out and collected, and this suggests that the DOT4 fluid, which by design absorbs (but only) a limited amount of moisture, was likely saturated, and couldn’t absorb any more, with some of this moisture coming out of suspension due to temperature variations. Finally, in between all the areas of yukko (general engineering term for non-specific bad stuff!), some areas are actually almost virginal, exhibiting the original machining marks.

Piston 1. View 1, showing all states of surface conditions, from
very good to pitted.

Piston 1. View 2
This piston could certainly be reused with a SW-EM O’Ring Upgrade treatment. After polishing away the yukko and corrosion, and machining a groove for, and installing the O’Ring, I expect this piston would serve well again (in a decent bore!) for a long time.
Piston 2 (13/16” Bore): This piston is more severely pitted over its entire bore surface, exhibiting an area of maximum corrosion, probably at the lowest point in the system again. There is very little evidence of the original machining left...this piston had a tough service life...especially at the end (maybe in a car sitting behind the barn). I wonder if the almost sintered look of the surface in View 1 (highlighted) can be totally attributed to corrosion, and not some fault in the metallurgy. In any case, once cleaned up, machined for an O’Ring, and polished, it too could perform its duty well (IF the bore doesn’t look too bad, i.e. not too much in the way of longitudinal scoring, and could be brought back to seal well with a new seal).
Zero longitudinal surface characteristics are evident.
Bottom line is that the piston material and condition are really not that critical IMO. What is crucial is the condition of the bore and that the darn piston is not making contact and scoring the hell out of it every time it travels!

Piston 2. View 1,
Area of sintered appearance highlighted.

Piston 2. View 2,
showing lots of corrosion pitting.
Inspection of Bores takes out of Service after Cylinder Leakage:
Cylinder 1 (3/4” Bore).
Longitudinal scoring is evident in 2 places...after a honing session with a drill and K-D tool No. 267 (using brake fluid as coolant/lubing agent) I was able to remove all traces of this scoring. This cylinder is reusable.
Placeholder for Cyl1 Pic 3/4" (I have to figure out a good system for lighting the bore and getting a decent pic.)
Cylinder 2 (13/16” Bore).
Some scoring is visible and as is a sizable pit near the hydraulic line/bleeding nipple connections. By my careful measurement and judgment, this pit is not in an area swept by the seal, so luckily, this cylinder can be reused also. A pit of this size in the area swept by the seal would certainly chew the seal up in short order, so (short of resleeving Link: White Post Stainless Resleeving Service) a bore in this condition would render this cylinder unreusable and suitable only for aluminum recycling, or retirement as a conversation piece and paperweight on your desk.
Placeholder for Cyl2 Pic 13/16”
------------------------------------
3/4 and 13/16 slaves are different not just in bore diameter!! An interesting thing I noticed when comparing the two slave cylinders side-by-side, is that there is a significant geometry change from the 3/4” bore slave to the 13/16” bore slave. That is, the center of bore to the bolt axis of the (two bolt) mounting surface is 0.390" for the 3/4" slaves, and 0.765" for the 13/16" slaves, see pic. The axis of the piston bore is noticeably different between the two! This suggests that they are NOT interchangeable, because the axis of the pushing force is different. I was not previously aware of this, but I wonder if this is compensated for in the mounting location on the bell housing, meaning bell housings would have to be different also...I invite any readers to contact me with ideas or information on this!
Placeholder for Axis Pix and Dimensional Study
-------------------------------------------------------
LINKS:
Link to thread on Swedespeed, where apparently the Spring internal to Slave Cylinder was strong enough to overcome the External Return Spring: I replaced the clutch slave cylinder and...: : http://forums.swedespeed.com/showthread.php?540314-I-replaced-the-clutch-slave-cylinder-and&p=6661138#post6661138
http://www.brickboard.com/RWD/volvo/1346418/120-130/clutch_slave_rebuild.html
Clutch Bleeding Procedure: (LINK to Brickboard Forum Thread including Clutch Bleeding Procedure).
Link to additional feedback and dimensional info: http://www.brickboard.com/RWD/volvo/1071167/120-130/clutch_slave_cylinder_rubber_boot.html
White Post Stainless Resleeving Service (I have no experience with this service, this info is presented strictly as a reference, I welcome your experience and feedback on this outfit):
Link to KD Cylinder Hone No 267 OFF-Line ...in the mean time, here is a picture of one:

Link to Dilithium Crystals Thread: http://www.brickboard.com/RWD/volvo/1298612/120-130/hydraulic_clutch.html
-----------------------------
Link to a popular reference site: https://en.wikipedia.org/wiki/Galling
Material Compatibility: More good info I found on the subject. Source: http://www.cnczone.com/forums/mechanical-calculations-engineering-design/53471-material-compatibility-galling.html
------------------------------
Link to related Swedespeed thread: https://forums.swedespeed.com/showthread.php?540314-I-replaced-the-clutch-slave-cylinder-and
------------------------------
My response to Brickboard tread: Clutch Slave Improper angle [https://www.brickboard.com/RWD/volvo/1645200/120-130/clutch_slave_improper_angle.html ]
"...looseness in the mounting holes is what I would point out
also...typically, during assembly, I snug the two bolts to allow pivoting, and
turn the Slave to optimize this alignment before final tightening (and there's
typically a lot of slop to allow this!)...you might try this also...but it might
be too late to help now...I expect operating for an extended time with this
misalignment and the angle on that Rod with respect to bore axis, has caused the
piston to cock in the hole every time it is actuated, and more excessively than
normal, see reference link, scoring the bore and that's what's now causing the
leak.
If you were to remove and inspect the bore, I expect you would find serious
longitudinal scoring in the area which is on top in the angle as shown in the
picture. If you confirm this, replacement is the only option as a new seal will
likely not be able to deal with bore damage left even after honing...if you
replace, I recommend an O'Ringed piston to prevent bore contact, see link.
...and the fact that no manufacturer's info is visible on casting might indicate
this is one of those copies of unknown manufacture, in which case the mounting
holes may have additional issues contributing to the problem (size/location)."
[Maybe one of those china s**t clones
available (which are known to exhibit weird symptoms, and sometimes not even
work at all right out of the box)...but available cheap, (you get what you pay
for!)]
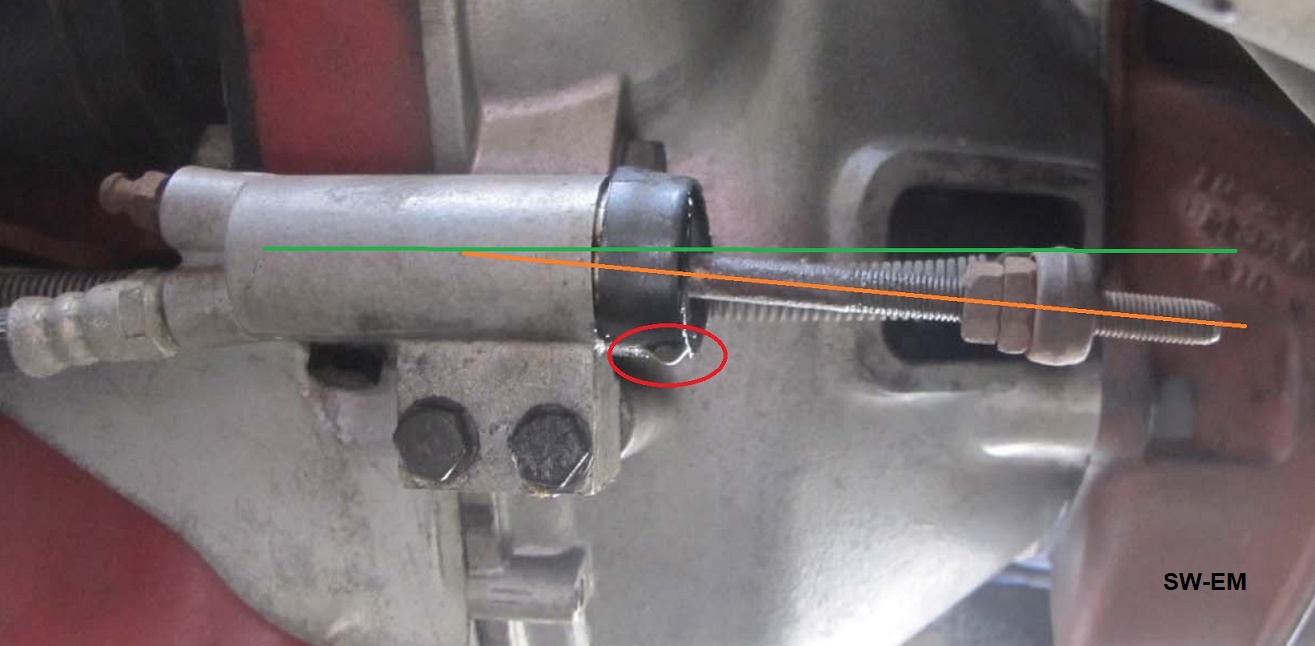
Orn shows typical misalignment of
Actuating Rod at Clutch Slave Cylinder. The obvious angle to the
Green centerline of Slave Cyl,
results in side-loading of the Piston. Red
highlights long-term results! Note the casting has no Girling identification, so
this is likely a chinashit clone (wannabe!), and "you're on your own".
------------------------------
Acknowledgement: Steve K. of Portland, Oregon for sending along the slave cylinders for study. The working slave cylinder in his vehicle is now sporting a SwEm O-Ringed upgrade piston. I await and welcome his long-term performance evaluation and report...watch this space!
------------------------------
Feedback from a "Rocket-Scientist" [See: Feedback and Testimonials]:
[Says] Larry (redblk63, swedespeed forum)
"As one who works for NASA, I do appreciate orings. Your root cause analysis of the slave cylinder failures because of side loading looks on the mark. I can see definite side loading from the linkage angles on my car. "
It ain't "rocket science" as they say, but I'd like to point out that this "rocket-scientist" agrees with me! Ron
------------------------------
Analysis of the clutch slave
cylinder action, bore scoring, and substantiation of the SwEm O’ring upgrade.
02-2005-R.Kwas [...an older
technical analysis.]
--------------------------------------------------
Before hydraulic pressure is translated into any movement of the piston along the bore against the resistance of the actuating rod, all mechanical clearance in line, present when the linkage is in a relaxed state, will first be taken up. One of these clearances occurs inside the slave cylinder assembly, and is caused by the slight difference in the bore ID and the piston OD. It is I believe, a major, if not the predominant cause of scoring of the soft slave cylinder bore.
As the in-line clearances are taken up and before moving along the bore, the “dry-end” of the hard piston will first cock to the side within the bore (because cocking to the side is easier than moving against the resistance of the rod, the action is similar to combustion chamber piston skirts slapping cylinder walls). It will move to the side until it makes contact with the bore, or worse, push any dirt present into the bore. Only then will hydraulic force start to move the piston down the bore.
Only the “dry-end” cocks to the side, because of the fairly high concentric forces developed against the bore by the seal serve to keep the “wet-end” of the piston concentric in the bore, and from making contact. For a standpoint of cutting the bore, this is a pretty good setup, further aided by any dirt, which may have gotten past the imperfect dust-boot. And since the mechanical system is under compression force for the entire time the system is under pressure, the “dry-end” will stay cocked in the bore, grinding any grit present into the bore during its entire movement. This is consistent with the longitudinal scoring which is typically discovered upon disassembly. The longitudinal scoring is also what causes the leakage and is the reason the slave needs to be removed for service in the first place...it is also the kiss of death for the bore.
The cocking effect also puts additional strain on the seal which has to deal with this movement as it expands outward. The seal would be better off doing without this additional duty being demanded of it. If it only had to make expanding, but concentric sealing force without additional compliance forces to keep up with the cocking piston the seal would last longer.
Clutch Cylinder, Before
Whatever it is caused by, whether a fluid breakdown or crystallization of the fluid once it absorbs moisture, I am convinced that the semi-transparent, semi-crystalline gel/grit (which I've seen growing on hydraulic clutch components) is not substantial or hard enough by itself to cause scoring.
It is therefore my assertion, that the (“dry-end”) of the piston cocking against the soft bore is the predominant cause of internal scoring.
With this in mind, I decided to do the same thing at the “dry-end”, as at the “wet-end” (keep it centered and from making contact). It’s quite simple really! With an O’ring! An O’ring, located in a groove at the “dry-end” serves to keep the piston concentric in the bore, and also excludes dirt. In industry, where the importance of keeping pistons concentric in a bore has long been recognized, but dirt is less of a concern, Teflon rubbing blocks which set into holes, spaced evenly around the piston and are slightly proud of the piston surface, are sometimes used for this purpose.
If there is no foreign debris and no contact of piston to bore, there will be no scoring of the bore, EVER, and no resulting degradation of the seal. This is why I am convinced that with an O’ringed piston is a great way for a brand new slave cylinder to start its service life. The observant reader might call the O’ring a second seal...that may be, but this is not its' primary function...it might be considered a secondary function, and there's nothing wrong with that either! In any case, combined with silicon fluid, I expect a huge increase in the service lifetime over the often disappointingly short times between rebuilds. My own experience so far has proven this out on several vehicles. Life is good!
Clutch Cylinder, After
------------------------------
External material sources are attributed. Otherwise, this article is Copyright © 2008-2020. Ronald Kwas. The terms Girling and Volvoare used for reference only. I have no affiliation with either of these companies other than to try to keep their products working for me, help other enthusiasts do the same, and also present my highly opinionated results of the use of their products here. The information presented comes from my own experience and carefully considered opinion, and can be used (or not!), or ridiculed and laughed at, or worshipped, at the readers discretion. As with any recipe, your results may vary, and you are, and will always be, in charge of your own knuckles and future!
You are welcome to use the information here in good health, and for your own non-commercial purposes, but if you reprint or otherwise republish this article, you must give credit to the author or link back to the SwEm site as the source. If you don’t, you’re just a lazy, scum sucking plagiarist, and the Boston Globe wants you! As always, if you can supply corrections, or additional objective information or experience, I will always consider it, and consider working it into the next revision of this article...along with likely the odd metaphor and probably wise-a** comment.
